Referat Swiss Plastics Expo 2023
CFK Bearbeitung mit superabrasiven Schleifwerkzeugen
Die Verwendung von superabrasiven Schleifwerkzeugen vermindert den Werkzeugverschleiss bei der Zerspanung von Verbundbauteilen. Durch die hohe Wärmentwicklung beim Schleifen, ist eine zuverlässige Kühlung der temperaturempfindlichen Matrix umso wichtiger, um Beschädigungen zu vermeiden.
-
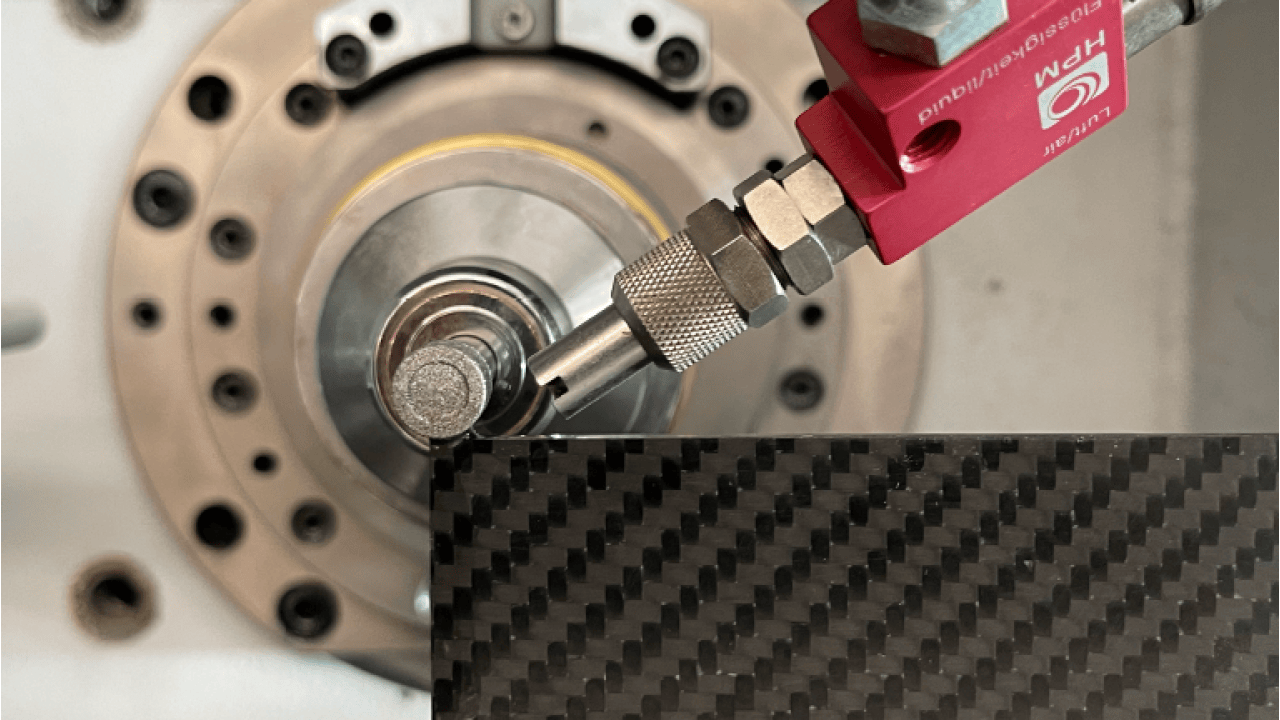
Schleifbearbeitung mit Minimalmengenschmierung(MMS) und superabrasivem Schleifwerkzeug -

REM-Aufnahme der Werkzeugoberfläche nach der Bearbeitung -

Rauheitsmessungen der Schnittkanten
Referent*innen (1)

Prof. Dr. Mohammad Rabiey
IWK, Fachbereichsleiter Fertigungstechnik Metall